




Carbon Fiber Weaves: Hva de er og hvorfor de skal brukes
Oct 28, 2023
Legg igjen en beskjed
Hvis du noen gang har lurt på hvorfor ett stykke karbonfiber kan se annerledes ut enn et annet, er du ikke alene. Karbonfiber kommer i mange forskjellige vevninger, som hver tjener et annet formål, og det er ikke bare dekorativt.

Karbonfibre er laget av forløpere som polyakrylnitril (PAN) og rayon. Forløperfibrene blir kjemisk behandlet, oppvarmet og strukket, og deretter karbonisert for å danne fibre med høy styrke. Disse fibrene eller filamentene blir deretter buntet sammen og identifisert ved antall karbonfilamenter de inneholder. Vanlige slepevurderinger er 3k, 6k, 12k og 15k. "k" står for tusen, så et 3k slepe er laget av 3,000 karbonfilamenter. Standard 3k-sleep er vanligvis 0.125 tommer bredt, så det er mye fiber stappet på en liten plass. Et 6k slep har 6,000 karbonfilamenter, et 12k slep har 12,000 karbonfilamenter, og så videre. Store mengder høystyrkefibre buntet sammen gjør karbonfiber til et så sterkt materiale.
karbonfibervev
Karbonfiber kommer ofte i form av vevde stoffer, noe som gjør det lettere å jobbe med og kan gi ytterligere strukturell styrke avhengig av bruksområde. Derfor kan karbonfiberstoffer veves på mange forskjellige måter. De vanligste er vanlig, twill og bukseseler sateng, og vi vil dekke hvert materiale i detalj.
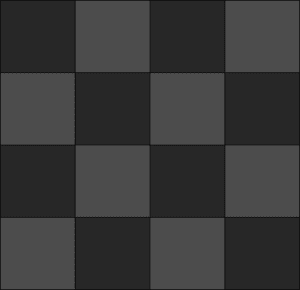
vanlig vev
De vanlige karbonfiberarkene har et symmetrisk utseende med et lite sjakkbrett utseende. I denne vevingen er trådene vevd i et over/under-mønster. Den korte avstanden mellom vevningene gir glattveven høy grad av stabilitet. Stoffstabilitet refererer til stoffets evne til å opprettholde sin vevevinkel og fiberorientering. På grunn av dette høye stabilitetsnivået er vanlig vev mindre egnet for opplegg med komplekse konturer, og det vil ikke være like fleksibelt som noen andre stoffer. Generelt sett er vanlig vevd stoff egnet for flate ark, rør og todimensjonale kurver.
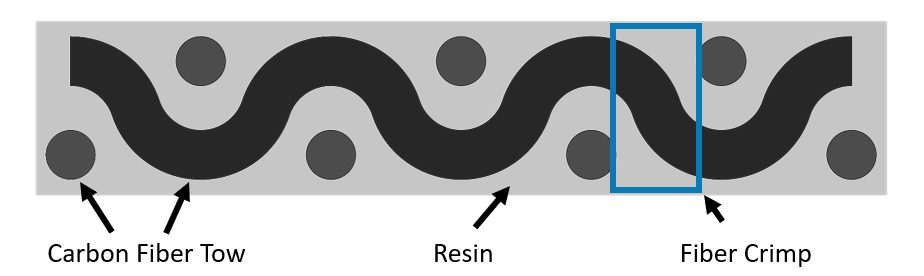
En ulempe med dette vevemønsteret er at det er kraftig krølling i trådene på grunn av den korte avstanden mellom sammenflettede (vinklene fibrene danner når de veves, se nedenfor). Kraftig krymping skaper stresskonsentrasjoner som svekker delen over tid.
Twill vev
Twill er broen mellom vanlig vev og satengvev som vi diskuterer videre. Twill-stoff har god fleksibilitet og kan danne komplekse konturer. Det er verre enn sele-satengstoff når det gjelder å opprettholde stoffets stabilitet, men ikke like bra som vanlig vevd stoff. Følger du taustrengene i en kypertvev, går den gjennom et visst antall slep og deretter gjennom samme antall slep. Opp/ned-mønsteret skaper utseendet til en diagonal pil, kalt en "kypertlinje". Den lengre avstanden mellom sammenflettede slep betyr mindre krølling og mindre potensielle spenningskonsentrasjoner sammenlignet med vanlig vevde stoffer.

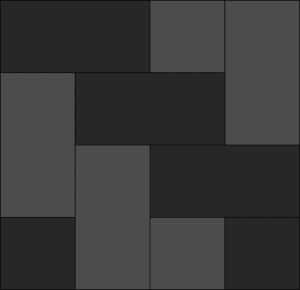
2×2twill stoff

4×4 twill
2×2 twill er sannsynligvis den mest kjente karbonfiberveven i bransjen. Den brukes i mange kosmetiske og dekorative applikasjoner, men er også svært funksjonell, den kombinerer middels formbarhet med middels stabilitet. Som 2×2-navnet tilsier, vil hvert slep passere gjennom 2 slep og deretter krysse begge slep. På samme måte vil en 4×4 twill tres gjennom 4 slep og deretter gjennom 4 slep. Den danner seg litt bedre enn 2×2 twill fordi vevingen ikke er like stram, men den er også mindre stabil.
sele sateng
Satinvev ble designet for tusenvis av år siden for å lage silkestoffer med utmerket drapering samtidig som de ser jevne og sømløse ut. For kompositter betyr denne draperbarheten at den lett kan formes og vikles rundt komplekse konturer. Siden dette stoffet er svært formbart, forventes dets stabilitet å være lav. Vanlige heddle satengvevninger inkluderer 4-heddle satin (4HS), 5-heddle satin (5HS) og 8-heddle satin (8HS). Etter hvert som mengden satengvev øker, øker formbarheten mens stoffets stabilitet reduseres.
4HS
5HS
8HS
Tallet i Harness Satin-navnet indikerer det totale antallet slep som passerer gjennom. For 4HS vil den gå gjennom 3 slep og deretter under 1 slep. For 5HS vil den gå gjennom 4 slep og deretter under 1 slep, og for 8HS vil den gå gjennom 7 slep og deretter under 1 slep.
Sprede slep vs standard slep
Sprede slepematerialer kan være et godt kompromiss mellom bruk av ensrettede materialer og standard flettematerialer. Når fibertråder veves opp og ned for å danne et stoff, reduseres styrken på grunn av krymping i trådene. Når du øker antall filamenter i et standard slep (f.eks. fra 3k til 6k), blir slepet større (tykkere) og krøllevinkelen blir grovere. En måte å unngå dette på er å spre filamentene i bredere sleper, dette kalles å spre slepene, og det er flere fordeler med å gjøre dette.
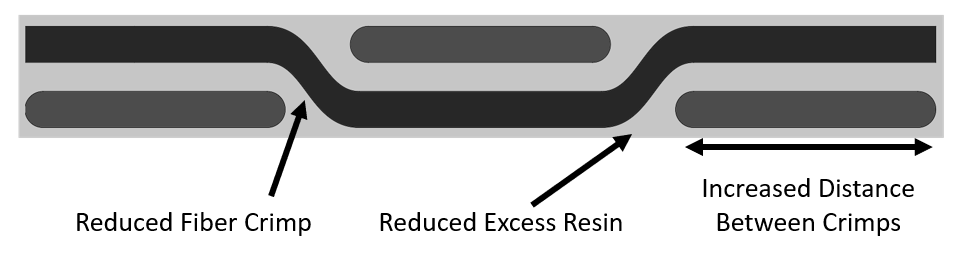
Å spre slepet gir en mindre krøllevinkel enn standard sleepfletting og kan redusere crossover-defekter ved å øke jevnheten. Lavere krympevinkel vil gi høyere styrke. Spredte slepematerialer er også lettere å jobbe med enn ensrettede materialer og gir fortsatt ganske god fiberopptrekksbeskyttelse.
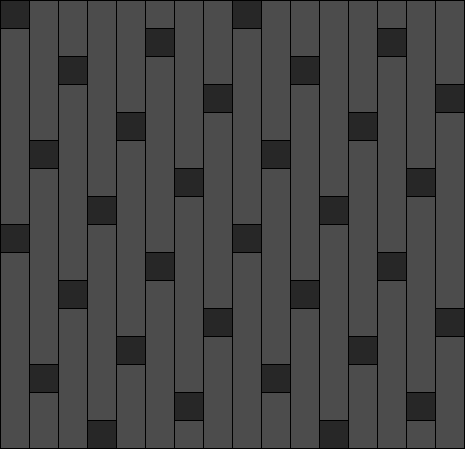
Brett ut slep
Spred slepe twill veving
ensrettet
Som navnet antyder, uni, som betyr en, er alle fibre orientert i samme retning. Dette gir noen høystyrkefordeler til unidirectional (UD) stoffer. UD-stoff er ikke vevd og har ingen krympede sammenvevde fibre som vil svekke strukturen. I kontrast tilfører kontinuerlige fibre styrke og stivhet. En annen fordel er muligheten til å tilpasse oppsettet med større kontroll over ytelsesegenskaper. Sykkelrammer er et godt eksempel på hvordan UD-stoffer kan brukes til å skreddersy ytelsen. Bunnbraketten på rammen må være stiv for å overføre rytterens kraft til hjulene, men rammen må også være fleksibel og fleksibel for å unngå å skade rytteren. Med UD-materialer kan du velge den nøyaktige retningen på fibrene for å få den styrken du trenger.
En stor ulempe med UD er dens manøvrerbarhet. UD kan lett falle fra hverandre under opplegget fordi det ikke har noen sammenvevde fibre som holder det sammen. Hvis fibrene er plassert feil, er det nesten umulig å omdirigere dem riktig igjen. Maskinerte deler laget av UD-stoff kan også forårsake problemer. Hvis noen fibre trekker opp der funksjonen ble kuttet, kan de løse fibrene trekke opp hele delen. Vanligvis, hvis et UD-materiale velges for laminering, vil et lag med vevd materiale brukes for det første og siste laget for å forbedre bearbeidbarheten og delens holdbarhet. Dette gjøres fra dronerammer for amatører hele veien til produksjon av rakettdeler.
Sende bookingforespørsel